Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд. 
Наиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов. Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования. Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.  При работе с парафином следует учитывать некоторые особенности:
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха. После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить. Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.  После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.

Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Содержание
- 1 Литье алюминия в домашних условиях
- 1.1 Характеристики алюминия
- 1.2 Технология
- 1.3 Подготовка деталей
- 1.4 Основные ошибки при литье алюминия
- 2 Оборудование для литья алюминия в домашних условиях
- 2.1 Особенности промышленного процесса
- 2.2 Необходимое оборудование
- 2.3 Особенности производства форм
- 2.4 Порядок работ
- 3 Литьё алюминия: особенности и процесс, оборудование и производство форм, алгоритм работы
- 3.1 Процесс литья
- 3.2 Производство форм
- 3.3 Алгоритм работы в домашних условиях
- 3.4 Алюминий: основные характеристики
- 3.5 Отливка алюминия на дому
- 3.6 Технологический процесс
- 3.7 Самодельная печка для плавления
- 4 Литьё алюминия самостоятельно: пайка алюминия в домашних условиях и виды муфельных печей
- 4.1 Как отлить деталь из алюминия
- 4.2 Муфельная печь и её предназначение
- 4.3 Виды муфельных печей
- 4.4 Изготовление муфельной печи своими руками
- 4.5 Отливаем деталь из алюминия самостоятельно
Литье алюминия в домашних условиях

Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.
Литье алюминия в домашних условиях
Наиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.
Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.
Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/spravochnik/litejjnoe-proizvodstvo/lite-alyuminiya-v-domashnikh-usloviyakh.html
Оборудование для литья алюминия в домашних условиях
Литье алюминия в домашних условиях может быть выполнено по нескольким различным методикам, каждая из которых имеет как свои достоинства, так и некоторые недостатки.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.
Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
:
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.
В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
:
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
:
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
:
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Источник: http://rezhemmetall.ru/lite-alyuminiya-v-domashnix-usloviyax.html
Литьё алюминия: особенности и процесс, оборудование и производство форм, алгоритм работы
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
Источник: https://tokar.guru/metally/alyuminiy/lite-alyuminiya-v-domashnih-i-promyshlennyh-usloviyah.html
Алюминий: основные характеристики
Этот металл до нахождения и внедрения доступного способа промышленного получения, был драгоценным. Когда-то давно, этот материал считался дороже золотых слитков. Его свойства могли бы пригодиться в разных отраслях.
- Алюминий — простой и пластичный материал. Он поддается штамповке, разгибается, отлично отливается в сложные формы, особенно под давлением. Температурный режим его плавления составляет 660 °C, его можно достигнуть и без специального оборудования. А значит, отливка алюминия в доме, вполне реальна.
- Кому это будет нужно? Алюминий — материал качественный. Из него создавали и посуду, и детали для авиации и космической промышленности. Отливки, которые обладают прекрасной теплопроводностью, большой стойкостью и отличной прочностью, обожают любители мастерить. Материал подходит для создания сувениров, интересных элементов утвари, для ремонта или восстановления изделий и узелков в технике.
Отливка алюминия на дому
Дойти до температуры плавления, без применения специальных технологий можно разными методами. Раньше кузнецы ковали сталь и подогревали ее углем. Это первый способ, но для его выполнения потребуется печь со специальной подачей воздуха.
Второй способ — применение природного, или сжиженного газа. Процесс можно сделать в самодельной печке. Есть и иная возможность, если объемы плавления небольшие. В таком случае можно взять простую газовую плиту.
Отливка алюминия своими руками на дому тоже можно выполнить, если в хозяйстве есть ацетиленовый генератор и резак. Подойдет и способ с электрической специальной печкой. Такое оборудование уже можно относить к промышленному типу. Но если вы не хотите делать печь, его вполне можно взять на определенное время и заказать услуги оператора.
Технологический процесс
В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
Техника литья алюминия состоит из нескольких шагов. Подготовленный лом расправляют. При достижении текучей фазы с поверхности расплава стаскивается шлак. На последней фазе формочка наполняется жидким металлом. Одноразовая форма разламывается после остывания.
Предварительно надо выбрать, что предстоит отливать. Даже если это пробный вариант плавления, придется подготовить хоть какую-то форму. А вдруг получится достичь необходимой температуры? Любопытно же увидеть результат плавления и оценить свою работу: вид алюминия, его пористость и чистоту. Любой опыт, даже плохой, будет вам только в пользу.
Условия и специальное оборудование
- При плавлении вторичного материала обгорает покрытие, создаются испарения, появляется дым. Работать в условиях закрытой комнаты без сильной функционирующей вытяжки проблемно. Наилучший вариант — открытое пространство.
- Даже в таком случае будет нужен вспомогательный источник вентиляции. Формовочная отливка материала в пенопласт проходит с большим выделением продуктов горения. Вентилятор с боковым обдуванием какого-либо места будет убирать весь дым, что обеспечит прекрасные условия для литья своими руками.
- Оборудованное и полностью продуманное в организационном смысле рабочее пространство также важно. Лучше всего иметь в качестве основания на столике листовой металл или иную поверхность, не поддающуюся большой температуре расплавленного алюминия. Вероятность брызг и проливания жидкой массы очень велика. Помните о том, что стоит задуматься о необходимости выполнения работ в условиях простого помещения.
Самодельная печка для плавления
Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Внутрь заложим древесный (каменный) уголь. Разожжем огонь, и тогда, включится подача воздуха. Сосуд, где будем плавить алюминий, ставится внутрь печки. С боков он тоже обкладывается углем. Лучше всего на печку сделать крышечку, чтобы тепло не ушло напрасно, а оставить только дырку для отводов дыма.
В идеале топливник создают цельным с круглым сводом. Применяют нужные смеси для кладки жаропрочного материала и футеровки печек. Такую конструкцию точно можно сделать из старого ведра. Внутренний свод создают, применяя пластмассовые цветочные горшки нужного размера.
Внутрь массы для армирования можно вставить металлическую сеточку. После застывания смеси выйдет прекрасная печка, которая сможет выдержать не одну плавку и отливку форм. Не так-то и сложно заниматься литьем алюминия и делать формы, если немного потренироваться.
Главное, это работать и не запрещать себе экспериментировать из-за страха.
Источник: https://instrument.guru/bez-rubriki/lite-alyuminiya-v-domashnih-usloviyah.html
Литьё алюминия самостоятельно: пайка алюминия в домашних условиях и виды муфельных печей
Многие воспринимают термин «литейное производство» как нечто связанное с большим производством и профессиональными навыками и умениями. Но, по сути, отлить деталь самостоятельно в домашних условиях реально даже для самого гуманитария, ничего не смыслящего в технике литья.
Как отлить деталь из алюминия
Характеристика металла
Алюминий является одним из самых дешёвых, распространённых и доступных металлов, который легко поддаётся механической обработке и литью. Основными особенностями алюминия являются высокая электро- и теплопроводимость, а также повышенная коррозионная стойкость.
Температура кипения этого серебристо-белого металла — 2500 °C. Чистый алюминий плавится при температуре в 660 °C, а технический — при 658 °C.
Домашние нагревательные приборы навряд ли смогут обеспечить такую температуру, поэтому для отлива алюминиевой детали лучше использовать тигельную муфельную печь.
Муфельная печь и её предназначение
Муфельная печь — незаменимый прибор для нагрева различных металлов самостоятельно в домашних условиях. Такое устройство способно плавить не только алюминий, но и медь и многие цветные металлы, а также высушивать и обжигать изделия из керамики.
Виды муфельных печей
Муфельные устройства для плавления металлов бывают следующих видов:
- вакуумные;
- воздушные;
- газовые;
- электрические.
По конструкции они делятся на:
- трубчатые;
- вертикальные;
- горизонтальные;
- колпаковые.
В качестве нагревательного элемента рекомендуется использовать электронагреватель, так как он на сегодняшний день является самым простым в управлении прибором.
Муфельная печь состоит из нагревательной камеры и специального аккумулятора тепла.
Изготовление муфельной печи своими руками
Для изготовления прибора нам понадобятся следующие инструменты и материалы:
- проволока;
- болгарка;
- кирпич (7 шт.);
- защитные очки;
- молоток;
- металлическое ведро;
- кусок железа и пр.
Этапы строительства печи:
- Подготовить простые кирпичи, которые будут служить аккумулятором температуры. С каждого бока кирпича при помощи болгарки, вырезать отсек, так чтобы получилось рабочее пространство для электронагревателя.
- Кирпичи обмотать проволокой для прочности конструкции.
- Установить огнеупорную камеру, в качестве которой можно использовать металлическое ведро или другую ёмкость из невозгораемого материала.
- Корпус печи изготавливается из металлического листа (1-1,5 мм).
- Поскольку рабочая камера прибора предварительно устанавливается на кирпичи с теплоизоляционным слоем, высота ведра рассчитывается с некоторым запасом.
- Для облегчения процесса закручивания листа в трубу рекомендуется использовать специальные арматурные кольца.
- Затем необходимо соединить концы арматуры, так чтобы получилась форма круга. Для этой цели используется молоток.
- Кольца устанавливаются на скрученный лист и соединяются по окружности. К нижнему кольцу приваривается металлическое дно.
- Для установки рабочей зоны, в кирпиче делается специальное отверстия для электронагревателя.
- Кирпичи обязательно нумеруются и укладываются плотно друг к другу, согласно нумерации.
- Устанавливается нагревательная спираль из февраля либо нихрома. Чтобы не допустить замыкания, витки спирали аккуратно наматываются на небольшом расстоянии друг от друга.
- Элементы устройства закрепляются раствором.
Для большей функциональности допускается установка двух электронагревателей, которые можно включать по очерёдности либо одновременно. Например, для пайки малого количества сырья включается только один нижний нагреватель, а если масштаб плавки большой — используется два прибора.
Муфельная печь с вертикальной загрузкой очень компактна, что позволяет хранить её на даче, в гараже или на балконе.
Принцип действия печи довольно простой: ёмкость для пайки (тигель) с помещённым туда сырьём устанавливается на рабочую поверхность печи где и нагревается до нужной температуры (660 °C). Нагретый металл выливается в заранее приготовленную литейную формочку, которую можно сделать из гипса или какого-нибудь другого негорючего материала. Для изготовления формы рекомендуется использование белого или скульптурного гипса, который можно приобрести в любом магазине стройматериалов.
Как уже было сказано ранее, для пайки алюминия в печи нужен специальный ковш (тигель), который изготавливается из металла, имеющего температуру плавления боле высокую, чем у алюминия либо из огнеупорного материала. Для изготовления ёмкости для плавки алюминия применяется фарфор, графит, корунд, кварц, сталь или чугун. Ковш можно приобрести в специализированном магазине либо изготовить самостоятельно. Размер тигля определяется предполагаемым количеством сырья для плавления.
Металл необходимо уложить как можно плотнее и немного спрессовать. Так как во время плавления алюминий существенно теряет в объёме, следует периодически добавлять сырьё в ковш.
Важно. Добавляемое сырьё должно быть абсолютно сухим, так как даже малое количество влаги, попавшее в раскалённый алюминий может вызвать резкий всплеск, вследствие которого металл выплёскивается из печи и может причинить вам сильные ожоги, особенно опасно, если расплавленный алюминий попадёт в глаза.
Поэтому перед началом работ следует позаботиться о своей безопасности: приобрести защитные очки или маску, а лучше обзавестись специальным огнеупорным костюмом металлурга.
В процессе плавки металла в домашних условиях, на поверхности раскалённого алюминия будет появляться оксидная плёнка, а также образовываться различный шлак (старая покраска, частички грязи и пр.). Его количество напрямую зависит от качества сырья.
Перед тем как разлить расплавленный металл по формочкам, необходимо снять шлак, воспользовавшись специальными приспособлениями. Затем алюминий рекомендуется подержать в печи ещё некоторое время для придания металлу большей текучести.
Это значительно упростит его дальнейшее литьё.
Отливаем деталь из алюминия самостоятельно
Рассмотрим самый простой способ пайки детали в домашних условиях.
Нам потребуется:
- металлический лом;
- ковш для плавки;
- формочки.
Этапы процесса:
- Подготовить ёмкость для плавки алюминия в домашних условиях. Для этой цели можно использовать кусок стальной трубы.
- Изготовить форму. Для деталей, имеющих сложную конструкцию, форма может состоять из нескольких элементов. Форму можно сделать из гипса (скульптурного). Ни в коем случае не используйте алебастр!
- Дабы избежать прилипания гипса к ёмкости для формы, необходимо предварительно смазать её маслом.
- В процессе заливки гипса, ёмкость необходимо периодически встряхивать, чтобы не допустить образования пузырьков.
Важно. Так как гипс очень быстро твердеет, постарайтесь как можно скорее установить модель детали в гипс. Также в гипс рекомендуется установить небольшой предмет (например, палку), которая послужит каналом для заливки будущей детали.
- Теперь заливается первичный слой: чтобы элементы формы в процессе отлива лежали устойчиво, необходимо сверлом 4 небольших отверстия.
- Заливается второй слой.
- После затвердения, форму аккуратно извлечь из ёмкости и разделить на половинки. Чтобы не допустить прилипания металла к поверхности формы, её следует обработать сажей.
- Жидкий алюминий залить в форму и дождаться полного его остывания.
Таким образом, соблюдая технология отлива деталей из алюминия в домашних условиях, можно изготовить любую вещь, не прибегая к посторонней помощи. Важно только строго следовать всем правилам и нормам безопасности.
- Александр Романович Чернышов
- Распечатать
Источник: https://stanok.guru/cvetnye-metally-i-splavy/alyuminiy/lite-alyuminiya-v-domashnih-usloviyah.html
Процесс литья алюминия в домашних условиях
Процедуру литья алюминия можно провести в домашних условиях. Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Интересный факт, что алюминий является самым популярным металлом в мире. Он широко используется для промышленных производств различных сфер жизни. Не обошел он стороной и различные домашние производства. Чем же обусловлен такой большой спрос? Небольшой вес и отличные характеристики, легко подается ковкости, является пластичным металлом. Но несмотря на обширный спектр методик обработки, этот вопрос иногда создает трудности. Например, изготовление формы иногда оказывается непосильной задачей.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Главная особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Содержание
- Как отлить алюминий дома?
- Подготовка материалов для литья
- Изготовление форм для литья
- Самодельные печи
- Ошибки при литье
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
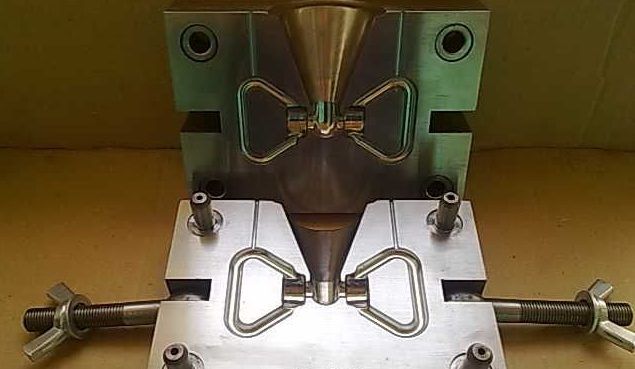
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Литье алюминия в домашних условиях от формы до плавки
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
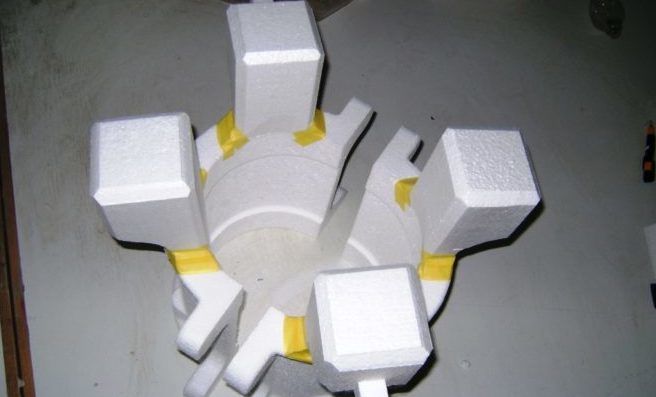
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.

Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Ошибки при литье
Литье алюминия в гипсовые формы часто сопровождается тремя основными ошибками, возникающие при неправильном проведении работ.
- Перед изготовлением гипсовых форм нужно убедиться в том, что вся влага испарилась, в противном случае она исчезнет под давлением и превратится в пар, который останется на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сможет полностью ее заполнить и некоторые участки могут остаться пустыми.
- Распространенный способ закалки – опускание раскаленного металла в воду. В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
Зная эти ошибки, вы сможете не повторять их и избежать неприятных казусов во время процедуры литья и изготовления пресс формы для литья алюминия.
Видео: Пошаговая инструкция по выбору алюминия в домашних условиях
Содержание
- Характеристики алюминия
- Что такое литье алюминия под давлением?
- Особенности промышленного процесса
- Необходимое оборудование
- Литье алюминия в домашних условиях
- Подготовка к процессу
- Особенности производства форм
- Материалы для литых форм
- Закрытая форма
- Открытый способ литья
- Порядок работ
- Основные ошибки при литье алюминия
При изготовлении сложных конструкций в промышленности используют метод, при котором материал подается под высоким давлением. Детали могут иметь разнообразные конфигурации, а также допустимые параметры точности и шероховатости на поверхности. Литье алюминиевых сплавов под давлением — автоматизированный процесс, при котором повышается производительность и качество, а затраты снижаются.

Характеристики алюминия
Основные механические свойства материала при нормальной температуре:
- номинальная плотность — 2700 кг/м3;
- удельный вес материала — 2,7 г/см3;
- плавится материал при температуре 659°С;
- закипает алюминий при значении 2000°С;
- внутренний коэффициент расширения при нагреве 22,9*106 1/град.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
После процесса литья на поверхности материала появляется защитное покрытие при взаимодействии металла с кислородом. Пленка является химически неактивной и эффективно защищает алюминий от коррозии. При изготовлении чистого материала на поверхности не образуется пор, и на него не влияет агрессивная среда. Если же в состав металла добавляется примесь, это способствует появлению промежутков в оксидной пленке, в результате может разрушаться поверхность.
Алюминий устойчив к таким веществам:
- воде (чистой и с примесями);
- растворам на основе магниевых, аммониевых и натриевых солей;
- сернистой, уксусной и другим кислотам;
- хромовым и фосфорным растворам;
- аммиачному раствору.
Металл вступает в реакцию с такими веществами:
- серной кислотой слабой концентрации;
- хлорной кислотой;
- щелочными растворами высокой концентрации;
- щавелевой кислотой.
Что такое литье алюминия под давлением?
Изготовление алюминиевых сплавов под давлением — востребованный процесс, при котором получают металлические изделия необходимой формы и сложности. При помощи данного способа на производстве добиваются повышенного качества, надежности, а также требуемой прочности для заготовки.
На литейном производстве металлический расплав заливается в изготовленную форму под высоким давлением специальным механизмом. Форма представляет собой приспособление, состоящее из двух частей, которые при необходимости разъединяются.
Данный способ отличается от аналогов высокой точностью, из-за чего в процессе удается избежать брака, что является преимуществом. Изделия, произведенные под давлением, применяют в автомобилестроении и авиатехнике, а также в некоторых приборах.
Особенности промышленного процесса
По технологии литья материал, нагретый до температуры 600°С, поступает в подготовленную форму, изготовленную из стали, при повышенном давлении. Основные отличия способа от аналогичных:
- ускоренный нагрев заготовки до критического значения, при котором происходит плавление;
- благодаря автоматическому управлению происходит точное дозирование сырья;
- увеличенное давление, при котором удается изготавливать изделия сложной геометрии;
- автоматизация производства, в результате чего исключается вмешательство ручного труда;
- повышенная производительность и скорость, из-за чего сокращаются энергозатраты.

Необходимое оборудование
После литья материла не требует обработки, в результате получают готовые детали и узлы. Для такого метода в промышленности применяют специальное оборудование, машины с горячими и холодными камерами, при условии соответствия параметрам. Емкости плавления с высокими температурам нагрева используются для изготовления сплавов, в составе которого имеется цинк. При этом материал подают в форму с малой скоростью, в результате она заполняется полностью.
Сплавы, которые содержат магниевые и медные добавки, разливают под высоким давлением до 700 Мпа. Благодаря такому способу повышают производительность в промышленности, при снижении трудоемкости.
При выборе оборудования для производства сплавов алюминия производители рекомендуют учитывать некоторые необходимые технические параметры:
- собственный вес отливки влияет на оснащение механизма дополнительными средствами такими, как насосные станции, а также поршневые установки;
- по размерным характеристикам подготавливают производственные помещения, а также на их основании устанавливают вентиляцию;
- при покупке потребитель ориентируется на показатели производительности, от которых зависит стоимость оборудования.
Агрегаты для литья имеют крупные габариты и используются в производственных помещениях, однако технологии позволяют изготавливать машины небольшого размера, которые применяют в мастерских. Все механизмы оснащаются системами с программным управлением, а также датчиками температуры и давления. С их помощью оператор может контролировать процесс.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.

Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
- Главная
- Статьи
- Литьё цветных металлов
- Дефекты отливок. Как решить проблему?
Дефекты отливок. Как устранить?
Устранение пор и усадочных раковин в отливках
Оптимальная толщина детали, получаемой по технологии литья под высоким давлением из алюминиевых сплавов в различных сечениях должна составлять 3-5 мм. Инженер конструктор по изделиям соблюдает это правило, однако изделие может иметь большую «разнотолщинность» стенок:
- приливы
- рёбра жёсткости
- усиления
- «бобышки»
в которых при последующей механической обработке будут сверлиться отверстия и нарезаться резьба (к таким местам отливки предъявляются повышенные требования по плотности, отсутствию газовых пор и пузырьков), но именно эти места склонны к образованию выше перечисленных дефектов литья, т.к. имеют намного большую толщину, чем оптимальные 3-5 мм; после поступления расплавленного алюминия в формообразующую полость технологической оснастки, начинается процесс «кристаллизации». Быстрее всего металл остывает при соприкосновении со стенками литейной формы (в этой зоне образуется слой наиболее плотной структуры-иногда его называют «литейной корочкой») По мере остывания происходит «усадка» алюминиевого сплава и в местах наибольших утолщений отливки силумин кристаллизуется в последнюю очередь; могут возникать «усадочные раковины». При последующей обработке на станке с ЧПУ или обрабатывающем центре сверлении отверстий и нарезании резьбы в месте расположения «раковины» приводит к не исправимому «браку», и уже отлитая частично обработанная почти готовая деталь идёт обратно в переплавку; предприятие несёт затраты на двух технологических переделах — литьё под высоким давлением и механической обработке на токарных и фрезерных станках с ЧПУ.
Грамотные инженер конструктор по технологической оснастке, инженер технолог по литью алюминиевых и магниевых сплавов, наладчик, литейщик и современный автоматизированный литейный комплекс на базе машины литья под высоким давлением алюминиевых сплавов с холодной или горячей камерой прессования позволяют решить данную проблему и избежать дополнительных не обоснованных затрат на переделку «брака» из-за газовых пор и усадочных раковин в литых деталях.
Методы решения проблемы
Предположим, что несмотря на применение программы моделирующей процесс литья под высоким давлением, при проектировании литейной формы или пресс-формы после первых испытаний получены отливки с раковиной и газовыми порами, как их устранить, что необходимо сделать?
- Применение дегазатора расплава, «рафинирования» и использование флюсов снижает газовую пористость на 1-2 балла (шкала газовой пористости 0 — 5 баллов).
- Снижение температуры сплава в тигельной электрической печи — сопротивления с тиристорным регулированием на 15-30 градусов Цельсия до нижнего допустимого значения для данного конкретного сплава уменьшает количество и размер усадочных пор и раковин.
Входное давление дегазирующего газа: до 6 Бар
Расход газа: до 2,5 м3/ч
Скорость вращения : до 800 об/мин
Подробнее
Мощность: до 150 кВт
Скорость плавления: до 250 кг/ч
Время плавления металла: до 4 ч
Подробнее
- Изменения режимов литья под давлением в зависимости от технологических возможностей машины литья под давлением влияет напрямую на количество и размер дефектов литья. Скорость заливки на машинах литья под давлением предыдущих поколений, таких как 711А07, 711А08, 711А09, 711А10 произведённых в восьмидесятых годах и находящихся в эксплуатации до настоящего времени составляет не более 2-3 м/с или машина способна работать только в режиме «свободной заливки». Скорость заливки на машинах литья под давлением большинства современных производителей составляет до 6 м/с или выполненных по спецзаказу до 8 м/с. Скорость заливки на машинах литья под давлением ОЛДЭНГ плавно регулируется до 12 м/с в стандартном исполнении, повышение скорости прямо влияет на плотность получаемой отливки даже в её «сложных местах».
- Изменение давления прессования, продолжительности, времени начала и окончания фаз прессования снижают размеры и количество пор, раковин и других дефектов литья. В литьевых машинах третьего поколения европейских и азиатских производителей в системе управления и контроля используются один пропорциональный клапан на «входе» и один сервоклапан на «выходе», тем самым обеспечивается один канал обратной связи, потому что пропорциональный клапан только управляет, но не передаёт обратную связь. В систему цифрового управления машин литья под давлением с холодной и горячей камерой прессования четвёртого поколения ОЛДЭНГ включены три сервоклапана обеспечивающие три канала обратной связи. Два сервоклапана установленные на «входе» управляют фазами «быстрой заливки» и «подпрессовки», а сервоклапан установленный на «выходе» отвечает за возврат масла в гидравлический бак машины литья под высоким давлением. Регулируя скорость и давление во время фазы «быстрой заливки» в зависимости от конфигурации отливки и используемого сплава например АК12ПЧ, АК9, АК8М и др. Поры и усадочные раковины устраняются полностью. Увеличивая «подпрессовку» в момент остывания и «кристаллизации» отливки в формообразующий полости, подаётся дополнительное количество металла, которое позволяет компенсировать «усадку» в том числе в объёмных местах отливки и не допустить образование усадочных раковин.
- В прессформе с раковинами и порами можно и нужно бороться увеличением размеров и количества промывников в проблемных зонах отливки. Для снижения производственных затрат рационально применять технологию «не вскрытых промывников». Промывники фрезеруются в полуматрицах формы в «сыром виде» до термообработки (закаливания) в максимально возможном количестве и объёме , а каналы отвода шлаков и излишнего сплава фрезеруются только к части из них, после чего производится термообработка матриц и пуансонов для повышения твёрдости, красностойкости и абразивной стойкости, после испытания формы , при необходимости быстро добавить каналы в нужных местах к уже готовым промывникам — их не надо фрезеровать твердосплавным инструментом на обрабатывающем центре с ЧПУ или выжигать электродом на электроэрозионный станке , не смотря на то, что матрица, пуансон и другие формообразующий части формы уже термообработаны (закалены) и имеют высокую твёрдость.
- Вторым способом борьбы является создание дополнительных «выпоров» для выхода газов из «глухих мешков» формообразующей полости и увеличение сечения существующих «выпоров» за счёт увеличения их ширины при сохранении глубины 0,05 мм.
-
Изменение литниковый системы: расположение «питателей» и подвод литников направляют струю расплавленного алюминиевого сплава с минимальным сопротивлением и минимальной турбулентностью, идеальным является ламинарное течение расплава.
- Изменение подвода питателей и литника к формообразующей полости прессформы направляет струю расплава без завихрений и уменьшает «прогар» пуансона от удара струёй.
- Снижение толщины «бобышек» можно добиться искусственным путём, снижая массу металла в самом центре проблемной зоны за счёт применения «знаков» или вставок в том случае, если «бобышках» при последующей механической обработке отливки будет сверлиться отверстие и нарезаться резьба.
Комплексное применение всех выше перечисленных технологических мер, методов и приёмов позволит устранить такие дефекты литья, как газовые поры и усадочные раковины и получать качественные отливки из различных алюминиевых сплавов методом литья под высоким давлением с минимальными производственными затратами.