Причинно-следственная диаграмма исикавы
ОБЩАЯ
ХАРАКТЕРИСТИКА
Диаграмма
Исикавы (причинно-следственная диаграмма)
изображает зависимость между следствием
и его потенциальными причинами
(причинно-следственный анализ). Диаграммы
Исикавы строятся с целью определения
взаимодействия между факторами, влияющими
на процесс.
ОБЛАСТЬ
ПРИМЕНЕНИЯ
Используется
для определения и структурирования
факторов, влияющих на процесс.
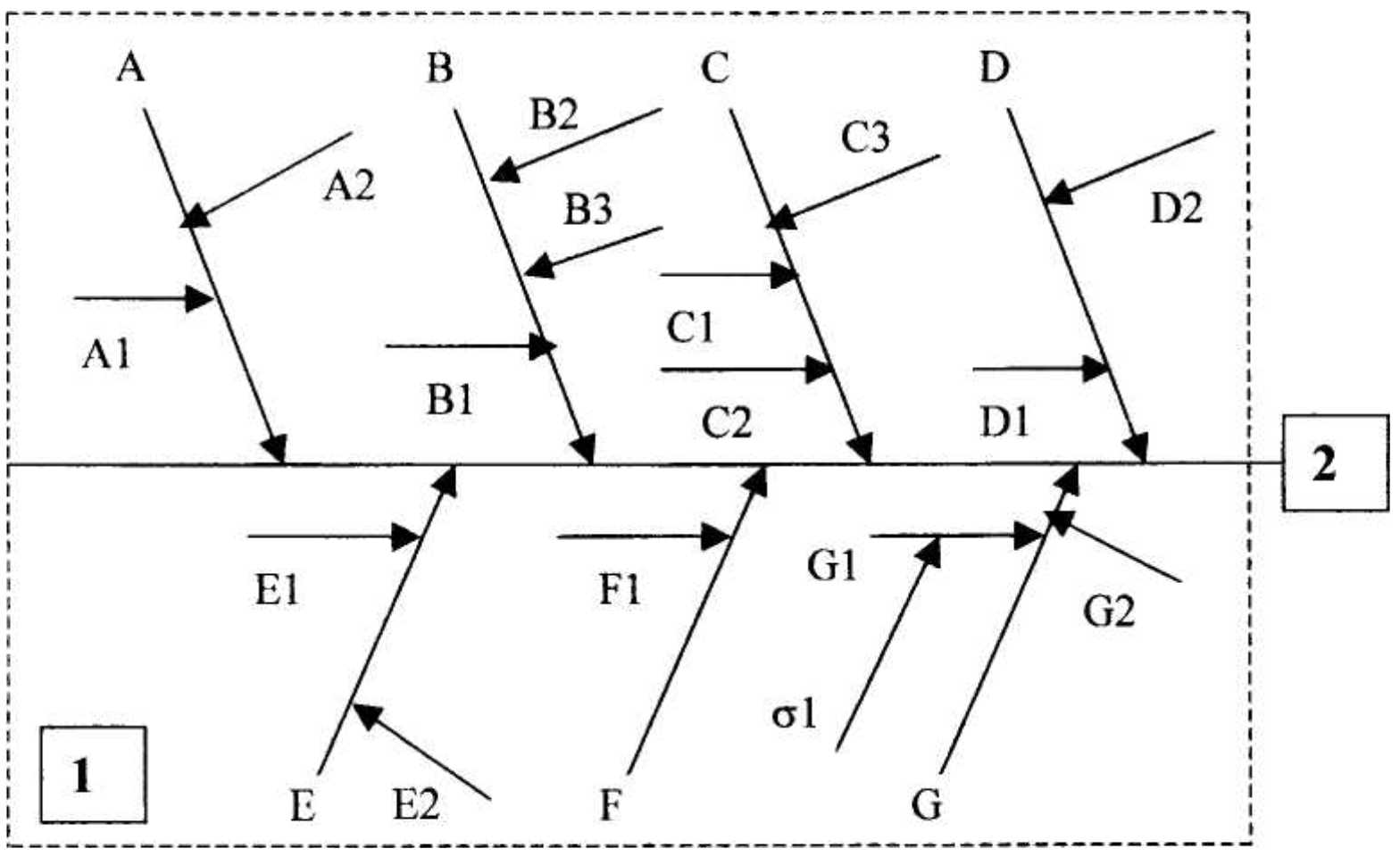
Причинно-следственная
диаграмма с разделением причин по
уровням (для пояснения «рыбьих костей»):
1 — система причинных факторов;
2 — следствие
(формулировка проблемы);
А,
В, … — главные причины (или причины
1-го уровня);
А1,
В 1 -причины 2- го уровня;
А2,
В2, … — причины 3-го уровня и т. д.
Общие правила построения
1.
Прежде чем приступить к построению
диаграммы, все участники должны прийти
к единому мнению относительно формулировки
проблемы
2.
Изучаемая проблема записывается с
правой стороны в середине чистого листа
бумаги и заключается в рамку, к которой
слева подходит основная горизонтальная
стрелка – «хребет»
3.
Далее наносятся главные причины (1
уровня) и причины 2, 3 уровней и т.д.
4.
При анализе должны выявляться и
фиксироваться все факторы, даже те,
которые кажутся незначительными
5.
В диаграмму вносится вся информация:
название, наименование изделия (вид
работ), имена участников, дата составления
и т.д.
6.
При анализе диаграммы необходимо как
можно чаще задавать вопрос «ПОЧЕМУ?»
Диаграмма Спагетти
—
это наглядный
инструмент, который позволяет описать
траекторию движения работника, продукта,
транспорта, инструментов или сырья по
предприятию.
Алгоритм
составления диаграммы «Спагетти»
—
Понаблюдать за работником некоторое
время
—
Определить основные материальные
объекты, с которыми взаимодействует
работник, и помещения в которые работник
ходит, объекты которые работник огибает
в время перемещений
—
Нанести на бланке схему размещения
выявленных объектов и помещений, в
масштабе
—
Понаблюдать за работником и отметить
на диаграмме все его перемещения
—
Подсчитать расстояние, которое сотрудник
проходит за час, за цикл (операцию) или
на одно изделие (заказ)
—
Разработать решения позволяющие
сократить потери на перемещения
Для
составления диаграммы «спагетти»
необходимо:
-
Определить
перечень работников, за кем будет
вестись наблюдение -
Распределить
объекты наблюдений между участниками
рабочей группы -
Разбить
группу на минигруппы -
Раздать
бланки диаграммы спагетти -
Объяснить
рабочей группе суть задачи и алгоритм
составления диграммы -
Минигруппы
наблюдают и зарисовывают диаграммы -
По
окончании наблюдения минигруппы
возвращаются в класс и подводят итоги
своей работы -
Представители
минигрупп выступают перед всей
рабочей группой: докладывают о
наблюдениях, а результатах подсчетов,
вносят предложения по сокращению потерь
на передвижение -
Все
принятые рабочей группой предложения
вносятся в общий план внедрения улучшений
При
использовании диаграммы Спагетти
—
Производительность
труда возрастает в 2 раза
—
Освобождается 35% — 43% производственной
площади
—
Затраты на оплату труда снижаются в 1,5
раза
-
Предсказуемость
производства на срок до 6 месяцев
Система
постоянных улучшений
Как
обстоят дела без системы непрерывных
улучшений:
-
Любое
предприятие прилагает усилия в
направление улучшений, сокращение
затрат, повышение производительности,
снижение брака. -
Все
инициативы исходят от руководства и
инициативной группы (не более 5%
коллектива). -
Существует
сопротивление или отсутствует активная
поддержка на различных уровнях, это
выражено в отсутствии или незначительном
количестве предложений о повышении
эффективности, от работников. -
Цели,
поставленные руководством предприятия,
не достигнуты.
В
системе непрерывных улучшений,
—
Роль руководителя
ограничивается меньшим количеством
действий
—
Руководитель видит цель необходимую
для развития предприятия
—
Руководитель обеспечивает ресурсы
—
Руководитель участвует в совещаниях
по результатам работы исполнителей
—
Большое количество сотрудников
вовлеченных в процесс улучшений
Правильный
процесс, дает правильные результаты!
Работники
старого и нового типа мышления
|
Старый образ |
Новый образ |
|
Работа «от звонка |
Качественное |
|
Обсуждение с |
Наблюдение, анализ, |
|
Работа только при |
Стремление понять Творческое |
|
Желание избежать |
Основная |
|
Отсутствие |
Обучение – это |
Дзидока (jidoka)
— встраивание качества в производственный
процесс.
Методика,
используемая, для сокращения дефектов,
брака, отходов и переделки исправимого
брака. Используется, как средство повышения
качества, сокращения расходов на сырье
и затрат времени и ресурсов на исправление
дефектов.
Количество
дефектов равное «Нулю», это сказка, так
и не ставшая былью. Несколько попыток
создать систему, полностью исключающую
брак во всех его проявлениях и на всех
стадиях процесса, потерпели крах, в
некоторых случаях вместе с компаниями,
реализующими такие системы.
Реальная
цель выглядит следующим образом — ноль
брака у потребителя, отсутствие
повторяющихся дефектов и минимальный
уровень брака в системе.
Реализацию
методики Дзидока, можно разделить на
два направления:
1.
Отсутствие дефектов у потребителя —
обнаружение дефекта до отгрузки.
2.
Сам процесс встраивания качества.
|
Стандартная |
Философия качества |
|
Брак должен быть |
Брак, это проблема, |
|
Низкое качество |
Проблемы в области |
|
За качество |
За качество |
|
Качество — результат |
Качество — часть |
|
Обеспечение |
Обеспечение |
|
Одни и те же дефекты |
Повторение одних |
|
Улучшение качества |
Улучшение качества |
|
Ошибки выявляются |
Ошибки выявляют |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
 Дзидока (jidoka) — встраивание качества в производственный процесс. Методика, используемая, для сокращения дефектов, брака, отходов и переделки исправимого брака. Используется, как средство повышения качества, сокращения расходов на сырье и затрат времени и ресурсов на исправление дефектов. Методика включает в себя несколько инструментов:
Дзидока (jidoka) — встраивание качества в производственный процесс. Методика, используемая, для сокращения дефектов, брака, отходов и переделки исправимого брака. Используется, как средство повышения качества, сокращения расходов на сырье и затрат времени и ресурсов на исправление дефектов. Методика включает в себя несколько инструментов:
1. Пока-ёкэ (Poka-yoke) — защита от ошибок / защита от непреднамеренного использования, метод, благодаря которому операцию можно сделать только одним, правильным способом и дефект просто не может образоваться.
2. Автономизация (autonomation) — привнесение человеческого интеллекта в автоматы, способные самостоятельно обнаруживать первый дефект, после чего сразу остановиться и сигнализировать о том, что возникла проблема.
3. Анализ первопричин — поиск причины возникновения дефекта.
4. Контроль источника ошибок — перенос контроля с готовой продукции на процесс.
5. Организационная и операционная стандартизация — доступное описание правильного выполнения критичных и важных с точки зрения качества операций.
Сразу оговоримся — количество дефектов равное «Нулю», это сказка, так и не ставшая былью. Несколько попыток создать систему, полностью исключающую брак во всех его проявлениях и на всех стадиях процесса, потерпели крах, в некоторых случаях вместе с компаниями, реализующими такие системы. Реальная цель выглядит следующим образом — ноль брака у потребителя, отсутствие повторяющихся дефектов и минимальный уровень брака в системе. Как следствие такая служба, как ОТК (отдел технического контроля), отсутствует.
По логике, реализацию методики Дзидока, можно разделить на два направления:
Первое, это отсутствие дефектов у потребителя — обнаружение дефекта до отгрузки.
Второе, собственно сам процесс встраивания качества.
С точки зрения простоты и скорости реализации, первый способ лучше, проще и зарубежные компании начинают именно с него. Плюсы понятны, не допустить брак до потребителя, это — заработать репутацию, увеличить круг клиентов, а, следовательно, и прибыль, после чего можно направить ресурсы на внутренние проблемы связанные с качеством. Однако в нашей Российской действительности, отсутствие брака у потребителя не дает этих плюсов, плюсы поставщику дает зачастую только более низкая цена, а эту цель первое направление достичь не позволяет. В настоящий момент действуют два «не писанных закона»:
1. Поставщик, это «враг» и пытается «нажиться» на потребителе.
2. Покупать необходимо по самой низкой цене.
В такой ситуации, не выгодно нести затраты на обеспечения качества «у потребителя», это не эффективно, контроль, это всегда затраты и рост себестоимости, а если цена, это основной критерий успеха, первое направление, это дорога в другую сторону. Есть один нюанс который все таки не делает это направление полностью бесполезным, чем раньше обнаруживается дефект, тем меньше затрат несет предприятие. Есть такое правило «х10», стоимость брака после каждой операции с продукцией условно можно умножать на 10. Если на первом этапе обработки это 1 рубль на доработку или потери, то на выходе партии, это 100 000 рублей. И конечно самые большие потери это обнаружение брака у потребителя и если отсутствие дефектов обнаруженных потребителем не дает ощутимых плюсов, то минусы можно получить вполне реальные.
Второе направление дает значительно больше плюсов для предприятия, это и сокращение расходов и возможность снизить затраты на контроль продукции и уменьшение расхода сырья. Плюсов еще много, но это направление более трудоемкое и требует ресурсов. Необходимо точно определить дефект, выявить его причины, разработать мероприятия устраняющие причины, реализовать их и контролировать результат воздействия.
Дзидока, это совершенно новое отношение к браку, дефектам и ошибкам, другая философия если хотите. Различие со стандартным подходом очень велико (см. таблицу 1).
Таблица 1
|
Стандартная философия качества: |
Философия качества Дзидока: |
|
Брак должен быть меньше «запланированного» |
Брак, это проблема, а проблемы не планируют |
|
Низкое качество — ошибка людей, сбой оборудования |
Проблемы в области качества — следствие проблем в системе; |
|
За качество ответственно производство |
За качество ответственны все структуры |
|
Качество — результат проверок |
Качество — часть системы |
|
Обеспечение качества — обязанность отдела контроля качества |
Обеспечение качества — обязанность каждого |
|
Одни и те же дефекты повторяются |
Повторение одних и тех же дефектов не допустимо |
|
Улучшение качества — увеличение затрат |
Улучшение качества — снижение затрат |
|
Ошибки выявляются контролерами |
Ошибки выявляют работники, производство приостанавливается |
|
Правильный процесс, дает правильные результаты |
Рассмотрим все возможные варианты повышения качества:
1. Самый распространенный вариант, он же в наших условиях и самый неэффективный «Автономизация» (см. рисунок 1). Самый распространенный он потому, что большая часть оборудования, особенно импортного уже имеет системы измерения и остановки при ошибках. К тому же, наши руководители очень падки на такие решения, новое оборудование или автоматическая система контроля, это как новая игрушка для ребенка, она может быть и не очень нужна, но ее очень хочется. Поэтому такие решения популярны. Однако, даже используя такую систему, наши руководители не используют ее плюсы. Иностранные предприятия, применяя «Автономизацию» на оборудовании, уходят от необходимости контроля работы оборудования оператором, мы же по причине недоверия или просто по привычке оставляем оператора на месте. Система, контролирует процесс, а оператор контролирует систему, то есть попросту сидит у станка.
Самый неэффективный он потому, что во первых, не дает ни каких результатов кроме определения дефекта, об этом мы говорили чуть выше по тексту, к тому же если эта система и работает, то все ее сигналы и остановки не приводят к окончательному устранению выявленного дефекта. Мы просто определяем дефект, устраняем сбой и работаем дальше. Отсюда вытекает главная причина ее неэффективности, такие системы наиболее распространены в массовом производстве.
Теперь представьте, что испытывает оператор, система оплаты труда которого, как правило сдельная, при таких постоянных остановках, эта система мешает ему выпустить свои «штуки, тонны, метры» и зарабатывать. Естественно ему хочется эту систему обойти, а еще лучше совсем сломать. На многих предприятиях и работники, и руководители, придумывали просто бессчетное количество нестандартных, «гениальных» решений из серии — «Как обмануть автоматическую систему контроля качества». Этакий «Кайдзен по-русски». Даже представители фирм поставщиков оборудования не всегда могли обнаружить, почему система дает сбой и пропускает явный брак.
Вообще тема оплаты труда и мотивации проходит через все направление повышения качества «красной линией». Отступим немного от рассмотрения вариантов встраивания качества и посмотрим на мотивацию. Основной закон Дзидоки, это правило «Трех НЕ»:
НЕ ПРИНИМАЙ;
НЕ ПРОИЗВОДИ;
И НЕ ПЕРЕДАВАЙ ДЕФЕКТЫ!!!
Как же это сделать, «НЕ ПРИНИМАЙ ДЕФЕКТЫ». Отлично, пришла бракованная заготовка, ты ее отправил обратно, молодец!!! Сиди без работы и получай 2/3 от зарплаты. Зачем это работнику, когда можно взять и сделать свое дело, получить зарплату целиком, а когда брак обнаружат, то он все равно будет списан на тех, кто его выпустил изначально.
«НЕ ПРОИЗВОДИ ДЕФЕКТЫ», почему нет, если он будет выявлен не сегодня и не факт, что определят, кто его выпустил, а деньги заработаны сегодня. А если брак будет выявлен на финише процесса, это через месяц, то еще и премию можно получить.
«НЕ ПЕРЕДАВАЙ ДЕФЕКТЫ», вообще не логично, не передал, значит, не заработал, сам себя лишил и зарплаты и премии.
Система оплаты труда и премирования, это способ попросить сотрудника сделать что либо. Что просим, то и получаем. Платим за нормо-часы, получаем отработанные нормо-часы. Платим за штуки, тонны и метры, получаем их. Платим за труд, получаем труд. И почему, при сдельной оплате труда, мы удивляемся, когда получаем только «количество», а «качество» нет?
2. Самый эффективный вариант, это Пока-ёкэ или защита от ошибок. Эффективен он потому, что не требует ни контроля, ни исполнительской дисциплины. Сделал один раз и забыл по этот тип брака. Рабочим он понятен, не требует от них дополнительных усилий и не мешает зарабатывать.
Однако есть маленькое «НО», этот способ применим не всегда. Очень часто техническое решение не возможно.
3. Вот для таких случаев, есть третий вариант повышения качества. Операционная и организационная стандартизация. Все операции критичные для качества описываются (см. рисунок 4), работнику четко указываются правильные действия. Вообще все операции, производимые для выпуска продукции, можно разделить на 4 категории по влиянию на качество (см. таблицу 2).
|
Процент от общего количества операций |
Описание работы |
|
15% |
Критичная — должна быть описана очень четко и последовательно, отклонения недопустимы. |
|
30% |
Очень важная — должна быть описана, но допускаются отклонения, но при этом мы получаем хорошие результаты. |
|
30% |
Маловажная — правильное выполнение определено, но не описано, работа выполняется с очень большим допуском на отклонения, но это не влияет на результат. |
|
25% |
Не важная — работу нужно просто сделать, для качества не важно как. |
Но как всегда есть одно «НО», такой способ очень зависит от исполнительской дисциплины. Не всегда, действия, описанные в стандарте, упрощают и облегчают труд, не всегда они соотносятся с желание работника заработать больше, и уж точно и всегда, действия, которые необходимы для достижения качества, не совпадают с теми, которые работник привык выполнять и считает лучшим способом выполнения операции.
Вообще цель Дзидоки выявить дефект на ранней стадии, определить его причину и устранить ее либо если это невозможно, контролировать ее, как источник проблемы, обеспечить короткую обратную связь. Способы воздействия определяются в зависимости от проблемы, их мы рассмотрели выше. Кстати второй и третий варианты повышения качества это один из способов контроля источника проблемы.
Наше стандартное отношение к качеству ограничивается первым пунктом, мы знаем о своих дефектах. На большинстве предприятий уже собраны целые шкафы документации и отчетов по браку. Одни и те же дефекты повторяются изо дня в день, из месяца в месяц, из года в год. Не меняется ни состав ни количество случаев брака. Эта информация не используется по назначению.
Служба качества считает своей работой поиск и подсчет дефектов, а не их устранение. Необходимо сделать второй шаг, определить причины брака и тогда будет видно, что можно сделать для повышения качества. Помните мы говорили, что Дзидока, это новая философия. Забудьте о философии!!! для любого предприятия Дзидока, это «ДЕНЬГИ», съэкономленные или заработанные не важно.
Еще Деминг в 50-х годах прошлого века, говорил японским менеджерам, занимайтесь качеством и вы получите все остальное, не ручаюсь за точность формулировки, но смысл именно такой. Перестаньте подсчитывать и планировать брак, это бесполезно. Деминг для демонстрации этой бесполезности проводил с руководителями игру под названием «Красные бусы». Она описана в книгах и интернете, можете самостоятельно прочитать ее или даже сыграть. Не будем подробно ее описывать, суть в том, что в коробке находилось определенное количество бусинок двух цветов белого и красного, белый цвет — качественная продукция, красный цвет — брак. Эта коробка — система предприятия. Количество красных бус, это процент брака, которое допускает система. Попробуйте пересыпать, все бусинки из одной коробки в другую (Деминг этого не делал, но так понятнее).
Сколько брака вы получите, столько сколько его было в предыдущей коробке. Это количество не зависит ни от того сколько раз вы будете пересыпать бусины, ни от того, как вы это будете делать, ни от заинтересованности исполнителя и его мотивации или стимулирования. Только от количества бусин красного цвета в исходной коробке. Что нужно сделать, чтобы брак снизился? Уменьшить количество красных бус в коробке, то есть возможностей для возникновения брака в системе предприятия. Дзидока, это именно тот инструмент, который предназначен для решения этой задачи, надо просто применить его.
Дзидока (jidoka) — встраивание качества в производственный процесс. Методика, используемая, для сокращения дефектов, брака, отходов и переделки исправимого брака. Используется, как средство повышения качества, сокращения расходов на сырье и затрат времени и ресурсов на исправление дефектов.
Автор: Николай Розенко, директор по разработкам, ведущий тренер Компании «ЛИН-Системы»
Критерий успеха не в том, насколько важные проблемы вы решаете, а в том, чтобы это не были все те же проблемы, которые вы решали в прошлом году. Джон Фостер Даллес (1888 — 1959), госсекретарь США
Дзидока (jidoka) — встраивание качества в производственный процесс. Методика, используемая, для сокращения дефектов, брака, отходов и переделки исправимого брака. Используется, как средство повышения качества, сокращения расходов на сырье и затрат времени и ресурсов на исправление дефектов.
Методика включает в себя несколько инструментов:
- Пока-ёкэ (Poka-yoke) — защита от ошибок / защита от непреднамеренного использования, метод, благодаря которому операцию можно сделать только одним, правильным способом и дефект просто не может образоваться.
- Автономизация (autonomation) — привнесение человеческого интеллекта в автоматы, способные самостоятельно обнаруживать первый дефект, после чего сразу остановиться и сигнализировать о том, что возникла проблема.
- Анализ первопричин — поиск причины возникновения дефекта.
- Контроль источника ошибок – перенос контроля с готовой продукции на процесс.
- Организационная и операционная стандартизация — доступное описание правильного выполнения критичных и важных с точки зрения качества операций.
Сразу оговоримся – количество дефектов равное «Нулю», это сказка, так и не ставшая былью. Несколько попыток создать систему, полностью исключающую брак во всех его проявлениях и на всех стадиях процесса, потерпели крах, в некоторых случаях вместе с компаниями, реализующими такие системы. Реальная цель выглядит следующим образом – ноль брака у потребителя, отсутствие повторяющихся дефектов и минимальный уровень брака в системе. Как следствие такая служба, как ОТК (отдел технического контроля), отсутствует.
По логике, реализацию методики Дзидока, можно разделить на два направления:
Первое, это отсутствие дефектов у потребителя – обнаружение дефекта до отгрузки.
Второе, собственно сам процесс встраивания качества.
С точки зрения простоты и скорости реализации, первый способ лучше, проще и зарубежные компании начинают именно с него. Плюсы понятны, не допустить брак до потребителя, это – заработать репутацию, увеличить круг клиентов, а, следовательно, и прибыль, после чего можно направить ресурсы на внутренние проблемы связанные с качеством. Однако в нашей Российской действительности, отсутствие брака у потребителя не дает этих плюсов, плюсы поставщику дает зачастую только более низкая цена, а эту цель первое направление достичь не позволяет. В настоящий момент действуют два «не писанных закона»:
- Поставщик, это «враг» и пытается «нажиться» на потребителе.
- Покупать необходимо по самой низкой цене.
В такой ситуации, не выгодно нести затраты на обеспечения качества «у потребителя», это не эффективно, контроль, это всегда затраты и рост себестоимости, а если цена, это основной критерий успеха, первое направление, это дорога в другую сторону. Есть один нюанс который все таки не делает это направление полностью бесполезным, чем раньше обнаруживается дефект, тем меньше затрат несет предприятие. Есть такое правило «х10», стоимость брака после каждой операции с продукцией условно можно умножать на 10. Если на первом этапе обработки это 1 рубль на доработку или потери, то на выходе партии, это 100 000 рублей. И конечно самые большие потери это обнаружение брака у потребителя и если отсутствие дефектов обнаруженных потребителем не дает ощутимых плюсов, то минусы можно получить вполне реальные.
Второе направление дает значительно больше плюсов для предприятия, это и сокращение расходов и возможность снизить затраты на контроль продукции и уменьшение расхода сырья. Плюсов еще много, но это направление более трудоемкое и требует ресурсов. Необходимо точно определить дефект, выявить его причины, разработать мероприятия устраняющие причины, реализовать их и контролировать результат воздействия.
Дзидока, это совершенно новое отношение к браку, дефектам и ошибкам, другая философия если хотите. Различие со стандартным подходом очень велико (см. таблицу 1).
Таблица 1
|
Стандартная философия качества: |
Философия качества Дзидока: |
|
Брак должен быть меньше «запланированного» |
Брак, это проблема, а проблемы не планируют |
|
Низкое качество – ошибка людей, сбой оборудования |
Проблемы в области качества – следствие проблем в системе; |
|
За качество ответственно производство |
За качество ответственны все структуры |
|
Качество – результат проверок |
Качество – часть системы |
|
Обеспечение качества – обязанность отдела контроля качества |
Обеспечение качества – обязанность каждого |
|
Одни и те же дефекты повторяются |
Повторение одних и тех же дефектов не допустимо |
|
Улучшение качества – увеличение затрат |
Улучшение качества – снижение затрат |
|
Ошибки выявляются контролерами |
Ошибки выявляют работники, производство приостанавливается |
|
Правильный процесс, дает правильные результаты |
Рассмотрим все возможные варианты повышения качества:
1. Самый распространенный вариант, он же в наших условиях и самый неэффективный «Автономизация» (см. рисунок 1). Самый распространенный он потому, что большая часть оборудования, особенно импортного уже имеет системы измерения и остановки при ошибках. К тому же, наши руководители очень падки на такие решения, новое оборудование или автоматическая система контроля, это как новая игрушка для ребенка, она может быть и не очень нужна, но ее очень хочется. Поэтому такие решения популярны. Однако, даже используя такую систему, наши руководители не используют ее плюсы. Иностранные предприятия, применяя «Автономизацию» на оборудовании, уходят от необходимости контроля работы оборудования оператором, мы же по причине недоверия или просто по привычке оставляем оператора на месте. Система, контролирует процесс, а оператор контролирует систему, то есть попросту сидит у станка.

Рисунок 1
Самый неэффективный он потому, что во первых, не дает ни каких результатов кроме определения дефекта, об этом мы говорили чуть выше по тексту, к тому же если эта система и работает, то все ее сигналы и остановки не приводят к окончательному устранению выявленного дефекта. Мы просто определяем дефект, устраняем сбой и работаем дальше. Отсюда вытекает главная причина ее неэффективности, такие системы наиболее распространены в массовом производстве. Теперь представьте, что испытывает оператор, система оплаты труда которого, как правило сдельная, при таких постоянных остановках, эта система мешает ему выпустить свои «штуки, тонны, метры» и зарабатывать. Естественно ему хочется эту систему обойти, а еще лучше совсем сломать. На многих предприятиях и работники, и руководители, придумывали просто бессчетное количество нестандартных, «гениальных» решений из серии — «Как обмануть автоматическую систему контроля качества». Этакий «Кайдзен по-русски». Даже представители фирм поставщиков оборудования не всегда могли обнаружить, почему система дает сбой и пропускает явный брак.
Вообще тема оплаты труда и мотивации проходит через все направление повышения качества «красной линией». Отступим немного от рассмотрения вариантов встраивания качества и посмотрим на мотивацию. Основной закон Дзидоки, это правило «Трех НЕ»:
НЕ ПРИНИМАЙ;
НЕ ПРОИЗВОДИ;
И НЕ ПЕРЕДАВАЙ ДЕФЕКТЫ!!!
Как же это сделать, «НЕ ПРИНИМАЙ ДЕФЕКТЫ». Отлично, пришла бракованная заготовка, ты ее отправил обратно, молодец!!! Сиди без работы и получай 2/3 от зарплаты. Зачем это работнику, когда можно взять и сделать свое дело, получить зарплату целиком, а когда брак обнаружат, то он все равно будет списан на тех, кто его выпустил изначально.
«НЕ ПРОИЗВОДИ ДЕФЕКТЫ», почему нет, если он будет выявлен не сегодня и не факт, что определят, кто его выпустил, а деньги заработаны сегодня. А если брак будет выявлен на финише процесса, это через месяц, то еще и премию можно получить.
«НЕ ПЕРЕДАВАЙ ДЕФЕКТЫ», вообще не логично, не передал, значит, не заработал, сам себя лишил и зарплаты и премии.
Система оплаты труда и премирования, это способ попросить сотрудника сделать что либо. Что просим, то и получаем. Платим за нормо-часы, получаем отработанные нормо-часы. Платим за штуки, тонны и метры, получаем их. Платим за труд, получаем труд. И почему, при сдельной оплате труда, мы удивляемся, когда получаем только «количество», а «качество» нет?
2. Самый эффективный вариант, это Пока-ёкэ или защита от ошибок. Эффективен он потому, что не требует ни контроля, ни исполнительской дисциплины. Сделал один раз и забыл по этот тип брака. Рабочим он понятен, не требует от них дополнительных усилий и не мешает зарабатывать.

Рисунок 2
Например сборка, (см. рисунок 2) два одинаковых отверстия, вставишь трубку в одно отверстие, будет правильно, вставишь в другое, и будет брак, который определится только на финишной проверке. Так как изделие жестко закрепляется на сборочном стенде, одно из отверстий закрыто пластиной и по ошибке трубку туда точно не вставишь.

Рисунок 3
Второй пример, (см. рисунок 3) непрерывное производство. Неправильная намотка нити, по причине неправильной установки «шпули». Оператор обслуживает 4 станка, на каждом одновременно наматывается 32 шпули, процесс непрерывный и при замене шпули ее нужно установить очень быстро. В результате оператор не всегда ставит ее точно. Когда-то все шпули были одного размера, и ставить их можно было не задумываясь. Но они изнашиваются, и появилась проблема, не точная установка приводит к браку. Простое решение в виде ограничителя решило эту проблему. Не нужно «угадывать» зазор, задвинул до упора, значит все в порядке.
Однако есть маленькое «НО», этот способ применим не всегда. Очень часто техническое решение не возможно.
3. Вот для таких случаев, есть третий вариант повышения качества. Операционная и организационная стандартизация. Все операции критичные для качества описываются (см. рисунок 4), работнику четко указываются правильные действия. Вообще все операции, производимые для выпуска продукции, можно разделить на 4 категории по влиянию на качество (см. таблицу 2).
Таблица 2
|
Процент от общего количества операций |
Описание работы |
|
15% |
Критичная – должна быть описана очень четко и последовательно, отклонения недопустимы. |
|
30% |
Очень важная – должна быть описана, но допускаются отклонения, но при этом мы получаем хорошие результаты. |
|
30% |
Маловажная – правильное выполнение определено, но не описано, работа выполняется с очень большим допуском на отклонения, но это не влияет на результат. |
|
25% |
Не важная – работу нужно просто сделать, для качества не важно как. |

Рисунок 4
Но как всегда есть одно «НО», такой способ очень зависит от исполнительской дисциплины. Не всегда, действия, описанные в стандарте, упрощают и облегчают труд, не всегда они соотносятся с желание работника заработать больше, и уж точно и всегда, действия, которые необходимы для достижения качества, не совпадают с теми, которые работник привык выполнять и считает лучшим способом выполнения операции.
Вообще цель Дзидоки выявить дефект на ранней стадии, определить его причину и устранить ее либо если это невозможно, контролировать ее, как источник проблемы, обеспечить короткую обратную связь. Способы воздействия определяются в зависимости от проблемы, их мы рассмотрели выше. Кстати второй и третий варианты повышения качества это один из способов контроля источника проблемы.
Наше стандартное отношение к качеству ограничивается первым пунктом, мы знаем о своих дефектах. На большинстве предприятий уже собраны целые шкафы документации и отчетов по браку. Одни и те же дефекты повторяются изо дня в день, из месяца в месяц, из года в год. Не меняется ни состав ни количество случаев брака. Эта информация не используется по назначению. Служба качества считает своей работой поиск и подсчет дефектов, а не их устранение. Необходимо сделать второй шаг, определить причины брака и тогда будет видно, что можно сделать для повышения качества. Помните мы говорили, что Дзидока, это новая философия. Забудте о философии!!! для любого предприятия Дзидока, это «ДЕНЬГИ», съэкономленные или заработанные не важно. Еще Деминг в 50-х годах прошлого века, говорил японским менеджерам, занимайтесь качеством и вы получите все остальное, не ручаюсь за точность формулировки, но смысл именно такой. Перестаньте подсчитывать и планировать брак, это бесполезно. Деминг в для демонстрации этой бесполезности проводил с руководителями игру под названием «Красные бусы». Она описана в книгах и интернете, можете самостоятельно прочитать ее или даже сыграть. Не будем подробно ее описывать, суть в том, что в коробке находилось определенное количество бусинок двух цветов белого и красного, белый цвет – качественная продукция, красный цвет – брак. Эта коробка – система предприятия. Количество красных бус, это процент брака, которое допускает система. Попробуйте пересыпать, все бусинки из одной коробки в другую (Деминг этого не делал, но так понятнее). Сколько брака вы получите, столько сколько его было в предыдущей коробке. Это количество не зависит ни от того сколько раз вы будете пересыпать бусины, ни от того, как вы это будете делать, ни от заинтересованности исполнителя и его мотивации или стимулирования. Только от количества бусин красного цвета в исходной коробке. Что нужно сделать, чтобы брак снизился? Уменьшить количество красных бус в коробке, то есть возможностей для возникновения брака в системе предприятия. Дзидока, это именно тот инструмент, который предназначен для решения с этой задачи, надо просто применить его.
Где один работает, а четверо считают, там пятеро бедных. Владислав Гжегорчик, польский литератор
В данной статье на основе последних научных исследований и практического опыта разберем, что можно сделать, чтобы уменьшить или устранить последствия человеческой ошибки в области технического обслуживания и ремонтов.
Многочисленные исследования показали, что более 50% всего оборудования преждевременно выходит из строя сразу после того, как на нем были проведены ремонтные работы. В самых нелепых случаях выполненные работы по техническому обслуживанию были направлены на предотвращение тех самых сбоев, которые произошли. Ключевые моменты, на которые мы хотим обратить ваше внимание, следующие:
- человеческие ошибки неизбежны;
- главное в программе превентивного обслуживания — минимизация последствий человеческой ошибки;
- управление качеством обслуживания — существенный фактор управления ошибками в обслуживании.
Вступление
Анализ отказов и поломок сотен механических, структурных и электрических компонентов воздушных судов показывает, что более двух третей всех компонентов отказывали на ранней стадии эксплуатации. Было подсчитано, что с 1982 по 1991 годы ошибки обслуживания являлись второй по частоте причиной несчастных случаев на борту самолетов. При этом 56% отказов происходит менее чем через неделю после проведенного ремонта.
По мнению исследователей, это можно объяснить одной из трех ошибок:
- «человеческая ошибка» — ремонт или замена оборудования были сделаны с ошибками из-за недостатка знаний или навыков со стороны лица, осуществляющего ремонт;
- «системная ошибка» — оборудование было возвращено в сервис после выполнения работ по техобслуживанию без должной проверки и тестирования;
- «ошибка проектирования» — функциональные возможности заменяемого компонента близки к требуемым по проекту, однако надежность этих компонентов недостаточна для выполнения функций в требуемый период эксплуатации. При этом остальные компоненты могут обладать необходимыми качествами и выдерживать все требования к эксплуатации.
Сравнительно недавно были опубликованы данные по итогам трех исследований: два осуществлялись Институтом ядерной энергетики (INPO) в США и одно — Центральным научно-исследовательским институтом электроэнергетики (CRIEPI) в Японии. Во всех трех исследованиях более половины всех выявленных проблем с производительностью были связаны с техническим обслуживанием, калибровкой и работами по тестированию оборудования. Для сравнения, в среднем только 16% из проблем произошли в момент работы электростанции в нормальных условиях. По данным другого исследования, сделанного Boeing, семь самых частых причин отказа двигателей лайнеров Boeing во время полетов следующие:
- неполный монтаж (33%);
- повреждения в процессе монтажа (14,5%);
- неправильная установка оборудования (11%);
- оборудование не установлено или отсутствует (11%);
- внешнее повреждение объекта (6,5%);
- неправильные работы по проверке, инспекции, испытаниям (6%);
- оборудование не активировано или не деактивировано (4%).
Можно заметить, что только одна из этих причин не имела отношения к обслуживанию — и что работы по обслуживанию стали причиной по меньшей мере 80% всех случаев отказа двигателей. Если плохое качество обслуживания вызывает так много инцидентов в таких высоко зарегламентированных и опасных отраслях, как производство ядерной энергии и гражданской авиации, какова доля сбоев, вызванных обслуживанием, в вашей менее опасной организации? Каковы могут быть последствия отказов, вызванных обслуживанием? Очевидно, в зависимости от отрасли, в которой вы работаете, есть потенциально весьма значительные риски, связанные с безопасностью и экологией. В каждой стране существует длинный печальный список катастроф, в которых значительную роль сыграло ненадлежащее выполнение задач обслуживания.
Помимо очевидных рисков безопасности, существуют и немалые экномические последствия. Компания General Electric подсчитала, что каждый отказ двигателя во время полета стоит авиакомпаниям 500 тысяч долларов США. Чего могут стоить вашей организации отказы, связанные с ошибками в техобслуживании? Очевидно, нам нужно что-то делать, чтобы уменьшить количество отказов оборудования, которые вызваны, а не предотвращены техобслуживанием. Рассмотрим оптимальные подходы к этой проблеме.
Во-первых, мы должны признать, что человеческие ошибки неизбежны (даже в обслуживании!), и мы должны учитывать это при разработке систем и процессов. Во-вторых, нужно использовать соответствующие инструменты, чтобы снизить риски, связанные с тем, что эта работа не может быть выполнена правильно. В-третьих, мы должны работать над улучшением качества операций обслуживания, включая контрольные проверки везде, где это возможно.
Человеческая ошибка является неизбежной
Если рассуждать о традиционном инженерном подходе к решению проблем с ошибками обслуживания, то большинство инженеров склонны думать в двух направлениях: обучать вовлеченный в процессы персонал либо писать детальные инструкции в надежде, что они будут прочитаны, и ошибки больше не случатся. К сожалению, исследования и опыт показывают, что ни один из этих подходов не будет успешным в снижении количества ошибок в обслуживании. Практически невозможно изменить самого человека, который выполняет работу (с ошибками), поэтому более эффективным может быть признание возможностей ошибки нормальной составляющей работы по ТОиР и управление такими ошибками через изменение условий, в которых проводится работа.
Существует ряд физиологических и психологических факторов, которые способствуют неизбежности человеческой ошибки.
- Различия между возможностями нашей долговременной памяти и нашего осознания рабочей области. В частности, то, что мы называем «внимание», тесно связано с деятельностью по осознанию рабочей области, и восприятие рабочей области имеет крайне ограниченные возможности.
- Внимание является чрезвычайно дефицитным «товаром», и разные проблемы конкурируют за него между собой.
- Ограничения в емкости внимания приводят к его селективности — мы можем осознанно обрабатывать лишь небольшую часть данных, которые получаем.
- Наше внимание может быть поглощено проблемами, не связанными с работой, а вызванными другими, в том числе эмоциональными, переживаниями.
- Нам трудно сохранять концентрацию на одном вопросе дольше нескольких минут.
- Способность концентрироваться сильно зависит от природных возможностей человека. Самыми квалифицированными в части концентрации являются актеры.
- Для правильного выполнения работы необходим баланс внимания — не больше и не меньше необходимого.
- Усталость. Ее воздействие связано с некоторыми факторами.
- Время суток — по природе наших биологических ритмов мы более склонны совершать ошибки в утренние предрассветные часы.
- Стрессы (физические, личные, социальные, лекарственные, темп работы).
- Уровень возбуждения — слишком большое или слишком маленькое возбуждение снижает производительность работы.
- Особенности мышления и принятия решений. На самом деле, такой вещи, как здравый смысл, не существует. Мы все подвержены:
- предвзятости — часто мы ищем информацию, которая подтверждает наш первоначальный (и часто неправильный) диагноз проблемы;
- эмоциональному принятию решений — если ситуация разочаровывает нас, то мы, как правило, переходим в «агрессивный» режим.
В результате этих факторов возникают следующие типы ошибок в обслуживании:
- Ошибки в идентификации проблем — неверная идентификация объектов, сигналов и сообщений.
- Проблемы с памятью — ошибки ввода данных (можно забыть данные, которые необходимо зафиксировать). Это, в свою очередь, может вызывать потерю ориентации в последовательности необходимых действий, возникновение временных провалов.
- Проблемы хранения информации — хранение информации по частям, рассинхронизация информации. Отсюда вытекают ошибки вывода — сведения, которые мы знаем, не могут быть выданы в нужное время. Также мы вклиниваемся в последовательность действий, забывая сделать некоторые шаги, или преждевременно прекращаем работу до завершения всех нужных действий.
- Недостатки в квалификации. Как правило, это ошибки, связанные с «автоматическими» процедурами: например, разрастание ошибки (вы намеревались поехать в спортклуб, но пропустили нужный поворот и «на автомате» поехали на работу, т.к. именно так вы ездите туда каждый рабочий день) или случайные потери (вы хотели заехать в магазин по дороге с работы, но забыли, и без остановки вернулись домой).
- Ошибки на основе правил. Большинство работ по обслуживанию сильно зарегламентированы. Инструкции и правила могут быть написаны формально или существовать только в головах тех людей, которые их писали. Типичные ошибки на основе правил включают в себя неправильное использование правил (использование правила в ситуации, когда это неуместно) или выбор неправильного правила (правило может сработать в одних ситуациях, но иметь нежелательные последствия в других). Очень часто люди копируют чужие «вредные привычки».
- Ошибки, связанные с наличием необходимых знаний. Разумеется, всегда бывает тот, кто выполняет новую для себя задачу первый раз. Но это не значит, что подобные ошибки совершаются только неопытным персоналом.
- И наконец, нарушения — преднамеренные действия, нарушающие процедуры. Это могут быть обычные нарушения (чтобы избежать ненужных усилий, закончить работу быстрее, лишний раз продемонстрировать мастерство или избежать выполнения неоправданно трудоемкой процедуры), нарушения ради острых ощущений (часто для того, чтобы избежать скуки или получить оценку коллег), ситуативные нарушения (нарушения, совершаемые потому, что иначе невозможно завершить работу с учетом имеющихся строгих процедур).
Вспомните себя — вы никогда не совершали ошибок? Для большинства из нас последствия наших прошлых ошибок являются относительно незначительными, но это во многом благодаря везению и той ситуации, в которой мы находились. Традиционный подход к человеческим ошибкам — разъяснения и разработка инструкций — не может эффективно бороться со всеми типами ошибок, перечисленными выше. Нам нужен целостный подход для управления ошибками обслуживания и обеспечения его качества.
Избегайте ненужных профилактических работ
Учитывая статистику отказов компонентов оборудования, понятно, что чрезмерные усилия по поддержанию оборудования не только являются пустой тратой времени и денег, но наоборот — увеличивают риск возникновения угроз безопасности людей и экологии, а также могут привести к дорогостоящим и ненужным сбоям в работе оборудования. Методы, основанные на применении принципов RCM, являются оптимальным способом уменьшения такого ненужного обслуживания и рационализации и оптимизации программ ТОиР.
Анализ программ ППР на многих предприятиях показывает, что почти во всех организациях существует огромное количество ненужных работ, которые выполняются только ради соблюдения регламента. В некоторых случаях менее 10% существующих задач ППР были полезными, а обычно практически половина регламентных работ в лучшем случае просто потеря времени.
Во многих случаях выполнение некоторых профилактических работ потенциально вызывает, а не предупреждает сбои оборудования — особенно там, где эти мероприятия привязаны к фиксированным интервалам осмотров и ремонтов. На одной крупной морской нефтегазовой платформе в Западной Австралии тотальный пересмотр программы ППР привел к сокращению операций, которые в ней выполнялись, на 25%. Это также привело к 25% сокращению работ по корректирующему обслуживанию. Очевидно, что в этом случае существенная доля работ ППР, которые ранее выполнялись, фактически вызывала, а не предотвращала сбои. Отправной точкой в деле ликвидации ненужных регламентных операций должно быть обеспечение их обоснованности. Это является целью процесса выбора стратегий ТОиР для оборудования. Этот процесс основан на принципах RCM и состоит из 10 шагов.
- Определить границы анализа.
- Проверить способность оборудования выполнять требуемые функции.
- Определить модель отказов.
- Провести анализ видов и последствий отказов.
- Подобрать рекомендуемые операции по обслуживанию.
- Выявить дополнительные операции по улучшению.
- Консолидировать операции в виде графиков и интегрировать стратегию эксплуатации.
- Утвердить разработанные подходы.
- Отследить результаты.
- Подробное описание внедрения стратегий RCM выходит за рамки настоящей статьи.
Однако мы настоятельно рекомендуем, если вы еще этого не сделали, провести критический обзор вашей программы ТОиР. Это является первым важным шагом в работе над человеческими ошибками при обслуживании.
Управление качеством обслуживания — основные принципы
Ниже приводятся принципы, на которых должна строиться система управления качеством обслуживания.
- Ошибки человека являются универсальными и неизбежными. Ошибки человека не являются моральной проблемой — это такая же часть жизни, как еда и дыхание.
- Ошибки не являются абсолютным злом. Успехи и неудачи имеют одинаковые корни. Мы — существа с ошибками. Ошибки отмечают границы пути к успешным действиям.
- Вы практически не можете изменить состояние человека, но вы можете изменить условия, в которых работают люди. Есть две части ошибки — психическое состояние и конкретная ситуация. У нас ограниченный контроль над психическим состоянием людей, но мы можем контролировать ситуации, в которых они должны работать.
- Лучшие люди могут совершать худшие ошибки. Никто не застрахован от ошибок — если только несколько людей несут ответственность за большинство ошибок, тогда решение будет простым, но самые худшие ошибки совершают самые опытные люди.
- Люди не могут легко избежать тех действий, которые они не собирались совершать. Вина и наказание не соответствуют намерениям людей, если действия не идут так, как планировалось. Это, однако, не означает, что люди не должны нести ответственность за свои действия и иметь возможность учиться на своих ошибках.
- Ошибки — это последствия, а не причины. Ошибки являются продуктом цепи действий и условий, которые включают в себя людей, команды, задачи, рабочее место и организационные факторы. Обнаружение человеческой ошибки — это начало поиска причин, а не его конец.
- Многие ошибки попадают в повторяющиеся шаблоны. Более половины ошибок в техническом обслуживании повторяются многократно. Фокусирование на этих повторяющихся ошибках является наиболее эффективным способом решения проблем человеческих ошибок.
- Ошибки, связанные с безопасностью, могут возникать на всех уровнях системы. При этом чем выше уровень в организации, где произошла ошибка, тем значительнее могут быть ее последствия.
- Управление ошибками — это управление управляемым. Практически любые ситуации управляемы, но человеческая природа в самом широком смысле не управляема.
- Управление качеством обслуживания — это превращение хороших людей в отличных. Управление качеством обслуживания заключается не в том, чтобы сделать несколько подверженных ошибкам людей лучше, скорее это способ сделать большую долю хорошо обученных и мотивированных людей отличными.
- Наилучшего пути нет. В различных ситуациях и в разных организациях могут применяться различные методы управления качеством обслуживания.
- Эффективное управление качеством обслуживания нацелено на непрерывные глобальные улучшения, а не на локальные исправления. Искушение состоит в том, чтобы разрешать ошибки по одной, по мере их возникновения, но поскольку ошибки имеют тенденцию носить системный характер, более подходящим методом является систематическое и непрерывное исправление ошибок человека.
Существует ряд инструментов управления качеством обслуживания. Комбинации инструментов, наиболее подходящие для конкретной организации, различаются, но в общем случае они могут включать в себя персональные измерители, командные измерители, рабочее место, измерители для контроля задач и организационные меры.
Персональные измерители
Важно обеспечить внимание факторам, вызывающим ошибки. Необходимо провести обучение обслуживающего персонала, чтобы дать им знание и понимание причин и ситуаций, которые могут привести их к большей вероятности ошибок, — именно это является отправной точкой в успешном решении проблемы человеческих просчетов. Персонал должен понимать такие факторы, как ограничения работоспособности человека, ограничения краткосрочной памяти, влияние усталости, влияние перерывов, воздействие давления и стресса, типы ошибок, которые они могут совершить, и ситуации, в которых эти ошибки скорее всего возникнут. После того как обслуживающий персонал узнает о своих собственных ограничениях, он сможет начать замечать предупредительные сигналы, которые указывают на более высокий риск ошибки, и с большей вероятностью предпримет шаги, чтобы избежать этого.
Необходимо также осуществлять меры по сокращению числа преднамеренных нарушений. Традиционные подходы к предотвращению нарушений, как правило, направлены на запугивание людей. Это может иметь место, но очень эффективным является создание такой социальной среды на рабочем месте, где преднамеренные нарушения вызывают неодобрение со стороны окружающих. Существует множество подходов, которые позволяют успешно создать эту социальную среду, но внедрение их происходит не сразу и требует времени.
Поощряйте мысленную «репетицию» или отработку задач до их выполнения. Исследования деятельности хирургов и олимпийских атлетов подтверждают, что достижение правильной степени умственной готовности к задаче до ее начала оказывает значительное положительное влияние на качество и надежность выполнения этой задачи. Контролируйте отвлечения. Упреждение возникновения отвлекающих факторов, которые могут произойти, а также разработка стратегии их устранения до того, как они произойдут, скорее всего, улучшат качество выполнения задачи. Избегайте ошибок при потере места. С помощью маркеров и других инструментов можно обеспечить возможность найти необходимые точки в длинных инструкциях и процедурах и не потеряться.
Командные измерители
Проводите командные обучения (тимбилдинг). Анализ показывает, что значительное количество несчастных случаев произошло в результате работы плохо функционирующих команд, в том числе авиационная катастрофа с участием KLM и PanAm 747 на Тенерифе, в результате которой погибли более 500 человек.
Эффективное командное обучение должно включать в себя:
- развитие навыков коммуникации,
- развитие лидерских навыков и умение формировать команду,
- управление загрузкой,
- техническую подготовку.
Рабочее место и измерители для контроля задач
Убедитесь, что персонал выполняет задания только в том случае, если он имеет соответствующую подготовку, квалификацию и навыки. Само собой разумеется, что качественная рабочая практика может быть внедрена только тогда, когда технический персонал обладает необходимыми техническими навыками и возможностями, необходимыми для выполнения работы, которая им поручена.
Управляйте усталостью. Убедитесь, что имеется хорошо разработанный календарь смен, который минимизирует воздействие усталости. Обеспечьте также наличие адекватных механизмов контроля за сверхурочной работой, включая механизмы выдачи и утверждения таких заданий. Есть основания полагать, что существует связь между частотой, с которой выполняется задача, и вероятностью того, что задача будет выполнена правильно. Как ни странно, редко выполняемые и часто выполняемые задачи наиболее подвержены риску человеческой ошибки. Редко выполняемые задачи в целом более склонны к риску из-за отсутствия опыта лица, выполняющего такие задачи, в то время как очень часто выполняемые задачи характеризуются тем, что люди ошибаются при их выполнении из-за эффекта «автопилота», т.е. когда большинство действий выполняется неосознанно. Интеллектуальное, а не формальное распределение работы по конкретному персоналу может помочь свести к минимуму человеческие ошибки.
Убедитесь, что оборудование и задачи должным образом скомпонованы. Для того чтобы минимизировать вероятность возникновения ошибки при выполнении задачи обслуживания, оборудование должно быть, как минимум, обслуживаемое.
Это должно включать рассмотрение таких факторов, как:
- легкий доступ к компонентам оборудования и системам,
- компоненты, функционально связанные вместе, должны быть сгруппированы,
- компоненты должны иметь читаемую маркировку,
- желательно минимизировать необходимость использования специальных инструментов,
- не должно быть обязательным выполнение высокоточной работы «в поле»,
- оборудование должно позволять проводить простую диагностику неисправностей.
Применяйте стандарты рациональной эксплуатации. Практики бережной эксплуатации являются хорошим показателем культуры, связанной с качеством. Правильными стандартами являются те, которые помогают избежать опасных неприятностей. Убедитесь, что процесс управления запасными частями и инструментами находится на должном уровне. Обслуживающий персонал не может выполнять работу качественно, если запасные части и инструменты, которые им нужны, недоступны, когда это требуется. Это приводит к потенциально опасным перерывам или поиску обходных путей для завершения задачи. Важным аспектом поддержания менеджмента качества является обеспечение соответствия практик управления инструментом и запасными частями целям достижения высокого качества работы.
Разработайте и используйте эффективные рабочие инструкции. Пропуск необходимых шагов является наиболее распространенной формой ошибок в обслуживании. По некоторым оценкам, упущения в инструкциях являются причиной более половины всех проблем, связанных с человеческим фактором в обслуживании. Разработка и правильное использование рабочих инструкций является важным инструментом в управлении этим типом ошибок.
Организационные меры
Проведите эффективный анализ и изучение прошлых ошибок. Жизненно важно, чтобы все достаточно значительные сбои были исследованы с помощью процесса анализа корневых причин этих сбоев. Для проведения эффективного процесса анализа следует полностью расследовать все причины отказа, будь то физические причины, человеческие причины или организационные причины. Наиболее эффективными решениями для предотвращения этих сбоев будут те, которые направлены в том числе на решение организационных причин.
Однако для того чтобы эффективно анализировать те отказы, которые происходят в результате человеческой ошибки, необходимо сначала привить персоналу культуру отчетности в рамках организации — где все неудачи, независимо от того, серьезные они или незначительные, должны фиксироваться соответствующими записями. Это, в свою очередь, особенно когда мы имеем дело с человеческой ошибкой, требует налаживания высокого уровня доверия между руководством и рядовым персоналом компании. Люди не должны чувствовать, что сообщения об ошибках человека могут привести к личным неблагоприятным последствиям. В большинстве компаний, достигших высоких показателей надежности оборудования, отмечается и высокий уровень организации отчетности именно по отказам, и это является существенной особенностью этих компаний.
Важно внедрить упреждающие процессы для оценки риска будущих ошибок в обслуживании. Избегание повторения ошибок прошлого — это, конечно, очень хорошо, но не достаточно для тех, кто стремится добиться действительно высокого качества обслуживания. Один из возможных проективных методов, который можно было бы использовать для упреждающего управления качеством обслуживания, — выполнить оценку риска профилактических мероприятий, чтобы оценить, есть ли в них вероятность человеческой ошибки.
При оценке этого риска нужно рассмотреть следующие факторы:
- знания, навыки и опыт обслуживающего персонала на всех уровнях,
- моральный дух работника,
- наличие инструментов, оборудования и деталей для выполнения задач,
- усталость персонала, стресс и давление времени,
- организация смен,
- адекватность процедур технического обслуживания и рабочих инструкций.
Одним из примеров процесса оценки риска, используемого в авиационной промышленности, является управление инженерной безопасностью здоровья (MESH), которое было первоначально разработано British Airways в начале 90-х годов и далее адаптировано Singapore Airlines.
Кроме того, могут быть выполнены более подробные исследования и оценки обнаруженных ошибок. Например, можно получить ответы на следующие вопросы:
- Имеются ли надлежащие процессы для независимой инспекции опасных задач?
- Бывают ли случаи сокращения или отмены по какой-либо причине функциональных тестов и проверок?
- Бывают ли случаи закрытия и подписания задач, которые впоследствии оказались невыполненными?
- Тестируется ли оборудование после проведения работ по ТОиР перед выдачей в эксплуатацию?
В конечном счете даже внедрение проективных и реактивных мер на месте не будет гарантировать отсутствие человеческой ошибки, но вместе они способствуют укреплению внутреннего сопротивления организации человеческой ошибке.
Влияние человеческого фактора на качество обслуживания и затраты, безопасность и надежность оборудования огромно. Мы еще только начинаем разбираться в том, что вызывает ошибки в работе, и разрабатывать более совершенные инструменты и методы, чтобы избежать или свести к минимуму последствия этих ошибок. Эта статья — попытка обобщить результаты некоторых современных исследований и предоставить вам идеи, которые могут оказаться полезными при решении проблемы ошибок обслуживания в вашей организации.
Журнал Prostoev.NET № 4(9) 2016
Автор: Дмитрий Скворцов, директор по развитию ООО «Простоев.НЕТ».
По материалам западных публикаций.
Примечание:
1. Для поиска других кодов неисправностей воспользуйтесь поисковой строкой. Введите свой код неисправности в поле поиска и отправьте поиск.
2. Информация, содержащаяся на этом сайте, представлена исключительно в информационных целях. Мы не несем ответственности за любые действия, предпринятые вами в отношении вашего автомобиля. Если у вас есть какие-либо сомнения относительно ремонта вашего автомобиля, обратитесь к своему техническому специалисту.
Поиск всех кодов ошибок на одном сайте. Расшифровка Кодов ошибок obd2 по маркам автомобилей.
Знайдено кодов ошибок: 3
Код ошибки:
Значение ошибки
Коды ошибок по маркам автомобилей
Примечание:
1. Для поиска других кодов неисправностей воспользуйтесь поисковой строкой. Введите свой код неисправности в поле поиска и отправьте поиск.
2. Информация, содержащаяся на этом сайте, представлена исключительно в информационных целях. Мы не несем ответственности за любые действия, предпринятые вами в отношении вашего автомобиля. Если у вас есть какие-либо сомнения относительно ремонта вашего автомобиля, обратитесь к своему техническому специалисту.
Из чего состоит ошибка

В пятизначных кодах первый знак обозначает принадлежность к системе, в которой обнаружена неисправность:
- Р — неполадки, зафиксированные в работе силового агрегата либо автоматической трансмиссии (АКПП);
- В — неисправности, связанные с функционированием кузовных систем — электрических стеклоподъемников, подушек безопасности Airbag (SRS), центрального замка и т. д.;
- С — коды ошибок в работе шасси или ходовой составляющей транспортного средства;
- U — неисправности, связанные с электрикой или электронным оборудованием, взаимодействием между управляющими модулями, цифровым интерфейсом.
Второй знак обозначает:
- 0 — общая цифра для всех OBD2 кодов;
- 1 или 2 — код производителя транспортного средства;
- 3 — резервая позиция.
Третий знак в комбинации неисправности указывает на тип поломки:
- 1 и 2 — сбои в функционировании систем подачи воздуха либо топлива;
- 3 — неисправности в работе системы зажигания;
- 4 — неполадки, связанные с функционированием систем вспомогательного контроля;
- 5 — сбои в работу элементов системы холостого хода;
- 6 — неполадки, зафиксированные в функционировании электронного блока управления автомобилем или его электролиниями;
- 7 и 8 — неисправности трансмиссионного агрегата.
Последние два знака обозначают порядковый номер неисправности.
Copyright © 2021. Коды ошибок OBD-II с расшифровкой на русском языке — возможные причины, описание и варианты по устранению ошибок.